20余年专注电机轴承研发制造R & D and manufacturing of bearings
 0574-63087277 15397212026
0574-63087277 15397212026
0574-63087277 15397212026

热门关键词: 电动工具轴承使用寿命 油烟机电机轴承是多大 深沟球轴承规格 电钻轴承安装 轴承6200
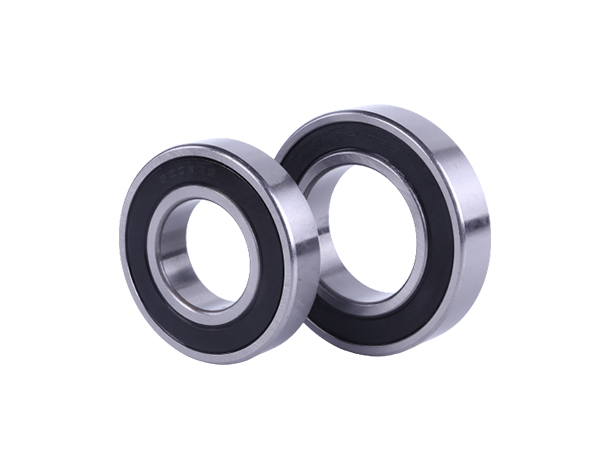
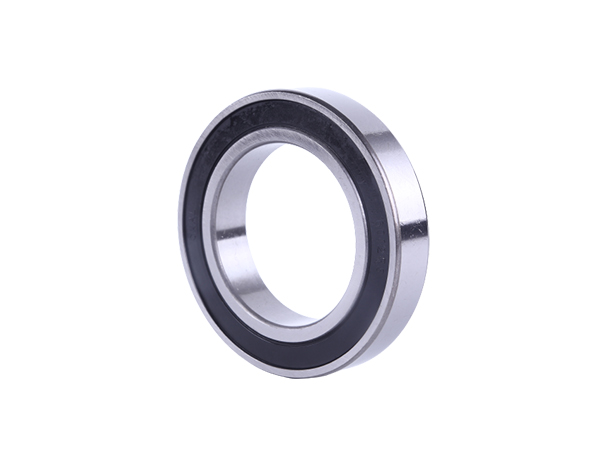
为了能够使电机轴承获得低摩擦扭矩、高刚性和较好的回转精度,可以选择使用小外径的钢球和中空轴,这样既保障了轻量化又增加了配线的空间。而薄壁轴承不但做到了极薄型的轴承断面,还做到了产品的小型化、轻量化。如此一来,因为其产品的多样性而拓展了其用途范围。不过这不是我要说得重点,我们都知道钢要经过热处理才能使某些物质变得稳定,才能长久的使用。那么接下来,就与各位谈谈轴承的热处理工艺方案吧。
一、热处理变形的关键原因
电机轴承套圈发生变形的关键原因之一便是由于在热处理加热、冷却过程中,因为套圈表面与内部热胀冷缩不均匀及组织变化不同时产生的热应力和较大组织应力所导致的。当套圈发生整体的塑性变形时,变形一般展现为直径方向的膨胀或缩小;当发生局部的塑性变形时则展现为圆度或圆柱度的误差增加。这是因为淬火油的冷却速度过快,超出了套圈在加热炉里的加热速度。此外由于薄壁轴承套圈刚度较差,所以变形的一般是在冷却过程中发生的。
不过,影响电机轴承套圈热处理变形的因素有很多,只要使用能够降低热处理过程中发生热应力和组织应力的方法,大多都可以降低套圈的变形量。如果从热处理工艺方案角度来说的话,理论上只要通过降低淬火温度,合理有效的控制保温时长,提高淬火油温度,并降低淬火油的搅拌速度,就可以有效降低套圈的变形概率。上面已经提到过了,外径较大的薄壁轴承套圈,因为自己本身刚度差,所以热处理时在一定的热应力和组织应力作用下,就很有可能发生较严重的变形。那么想要有效控制其变形,就一定要拟定合理的热处理工艺方案,有效控制热应力和组织应力。
二、原热处理工艺方案
薄壁轴承的通常使用的热处理工艺方案为:淬火温度855℃,加热时长30min,淬火油温100℃,经过一套圈车加工后增加适宜的去应力退火。可以在淬火阶段合理有效的控制淬火加热温度,同时合理有效的控制淬火冷却速度。如果在淬火加热前对油沟用水玻璃、石棉绳或耐火土进行堵塞,再使用保护气氛加热等都可以降低油沟裂纹发生的可能性。而优化油沟处的结构亦或是油沟的形状,均对预防直油沟及尖角效和应对控制油沟裂纹的发生有积极的作用。

肯达轴承是一家专注于高精度、低噪音的滚珠轴承研究和制造的企业,在轴承生产和销售方面有着丰富的经验。目前我们的产品广泛应用于电机、汽车、家用电器、电动工具、园林工具、健身器材、医疗器械、水泵、摩托车、机械设备等领域。秉承“真正的质量更持久,让轴承转动更安静”的经营理念,我们得到了众多客户的好评。如果您有需要欢迎咨询。