二、精密轴承的安裝与安裝专用工具
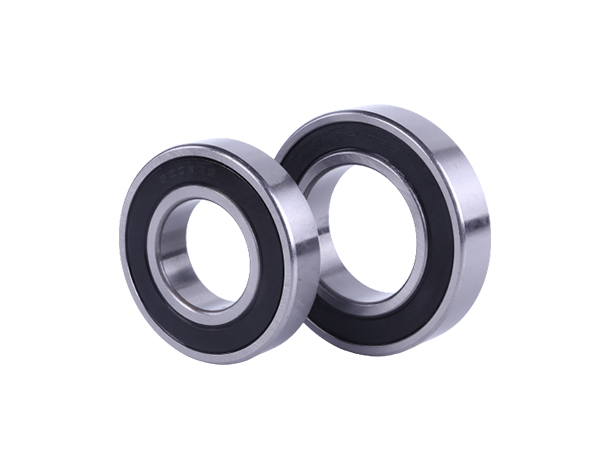
主轴轴承、丝杆用精密轴承做为数控车床的基本配套设施件,其特性立即影响到数控车床的转速、回转精度、刚性、抗颤震动切削性能、噪音、温升及热变形等,从而影响到生产加工零件的精密度、表层质量等。
1、精密轴承安裝常见问题
精密轴承装配当场应尽量保持干净。防止精密轴承
环境污染或脏东西的进入,污染物质对轴承的运行和使用期限有非常大负面影响。查验轴承孔座和轴上相互配合面的几何图形精密度、规格精密度及洁净度。安裝时在抛圈的相互配合混漆上少量油或少量脂,精密轴承更非常容易安裝到设计方案位置。设计方案轴承座孔和轴时应该有一个100-150的安裝正确引导倒圆角,不必太过制冷轴承,由于冷疑可造成轴承及轴承的相互配合面生锈。轴承内孔与主轴轴承装配需选用定项装配法和视角选发放,也就是人为因素地操纵各装配件的轴向颤动偏差的方位,使偏差互相相抵而不是累积。轴承压进轴承后应旋转灵便无传导阻滞感。安装完后,查验精密轴承系统软件是不是运行一切正常。
2、合理使用安裝专用工具
(1)曾当过盈量很大时,可选用加温箱、油浴加温或传感器加温轴承来安裝,加温温度范围为80℃-100℃,最大不可以超出120℃。与此同时,运用螺帽或别的适度方式拧紧轴承,以避免轴承制冷后总宽方位收拢而使抛圈与轴环中间造成空隙。
(2)轴承安裝时,务必在抛圈内孔的圆上上增加平等的工作压力,将抛圈压进,不可用锤头等专用工具敲打轴承内孔,以防损害。在过盈量较小的状况下,可在常温状态用套筒规格压着轴承套圈内孔,用锤头轻击装配套筒规格的中心位置,根据套筒规格将套圈平衡地压入。装配力绝不允许根据滚动体来传送,避免直接锤击轴承套圈,压入时,应确保外侧内孔与机壳台肩内孔,内孔内孔与轴台肩内孔卡紧,不允许有空隙。
(3)选用机械压力机或四柱液压机务必应用装配套筒规格铆合,并确保处在水准情况,若有歪斜会造成 轴承断面因承受力毁坏,而使轴承造成异常响声。装配套筒规格要彻底触碰轴承内抛圈或外衣圈内孔的全部圆上。


 0574-63087277 15397212026
0574-63087277 15397212026